HGS精密系列火花机
HG高端系列火花机
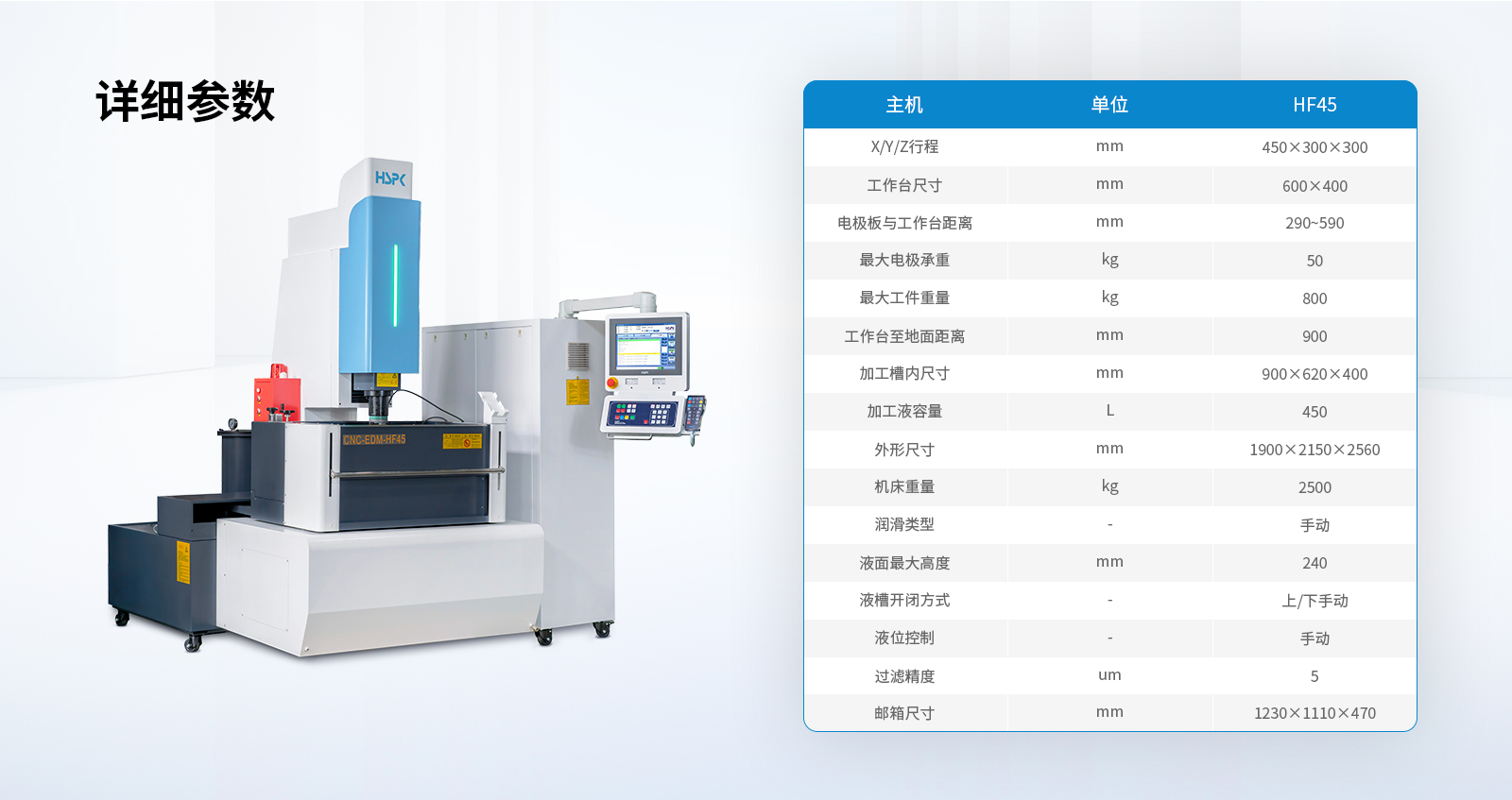
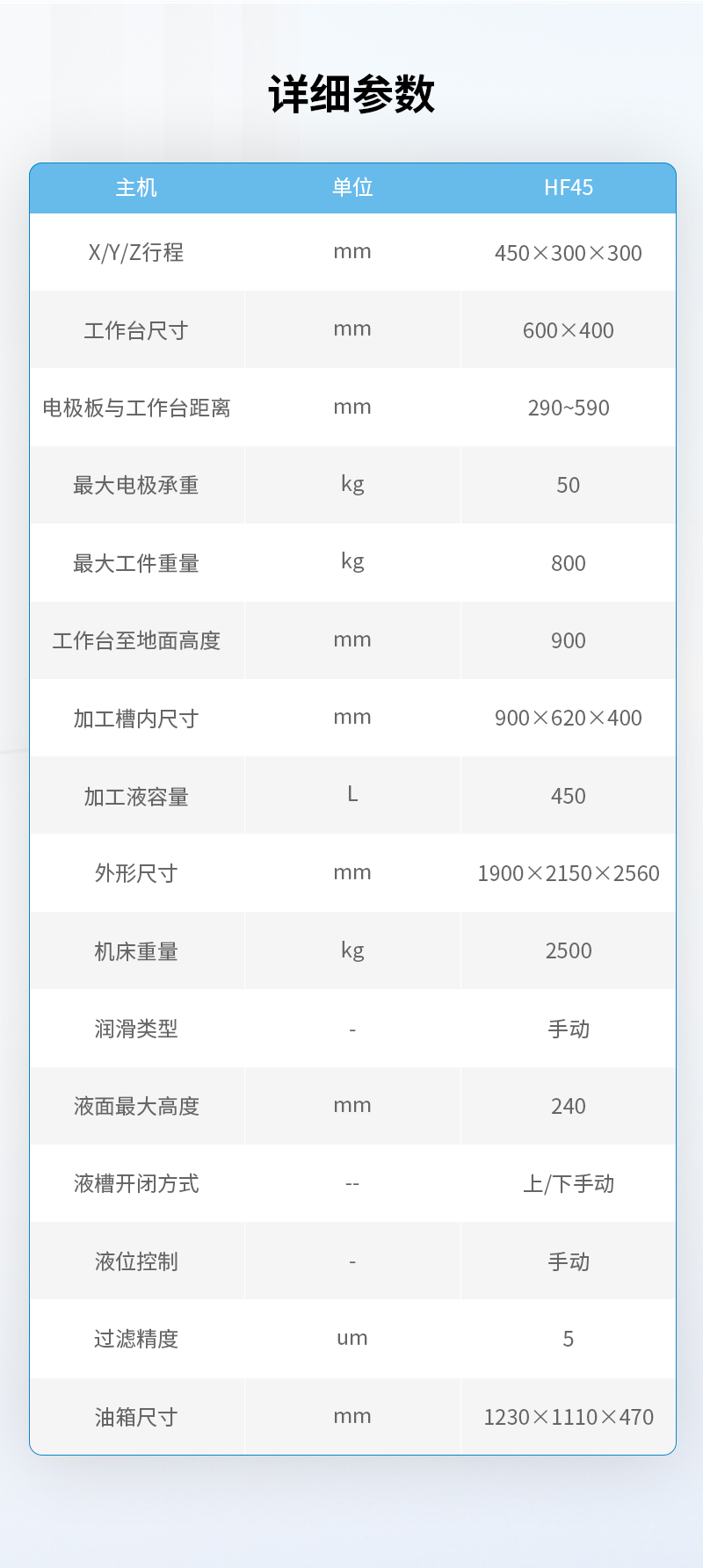
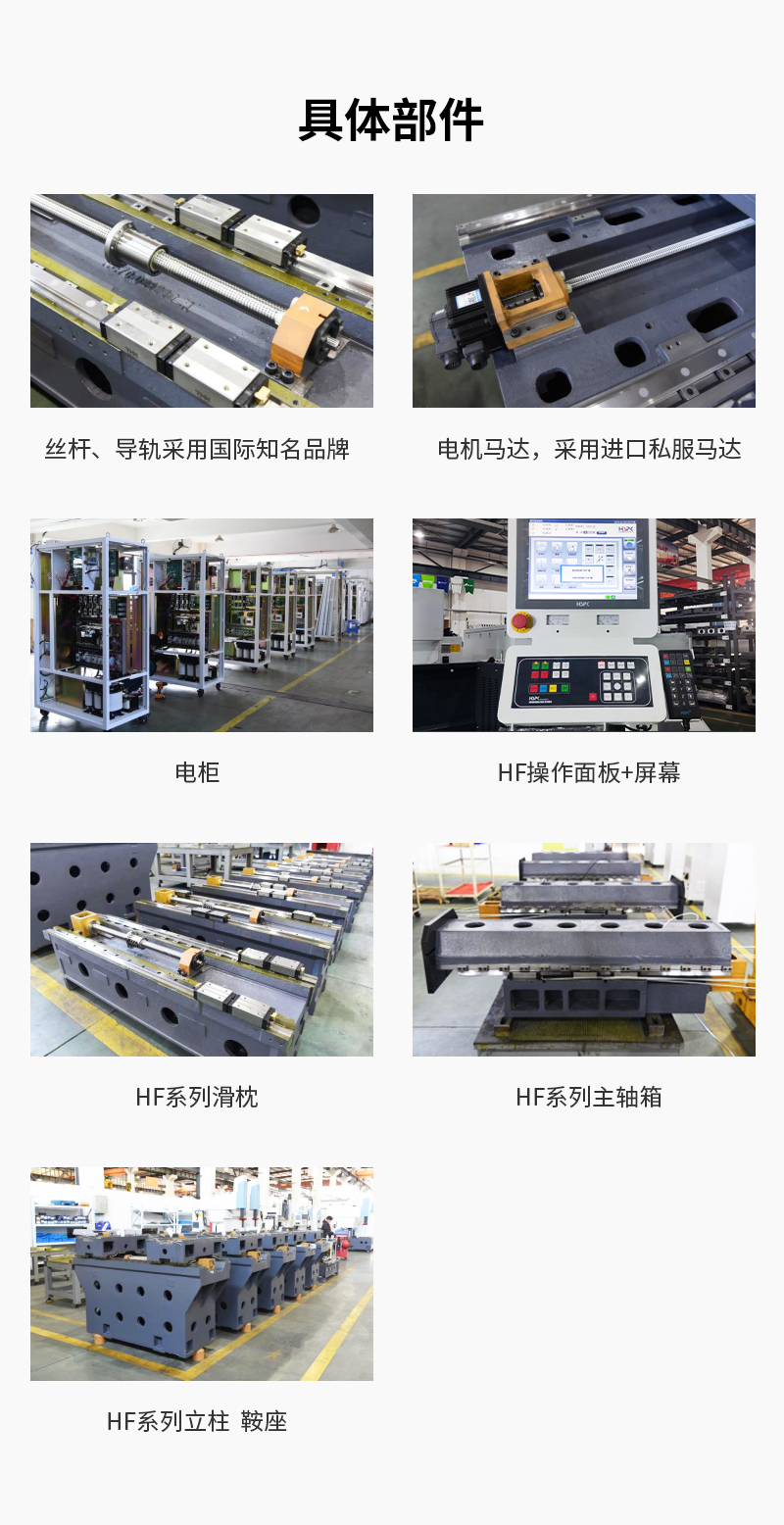
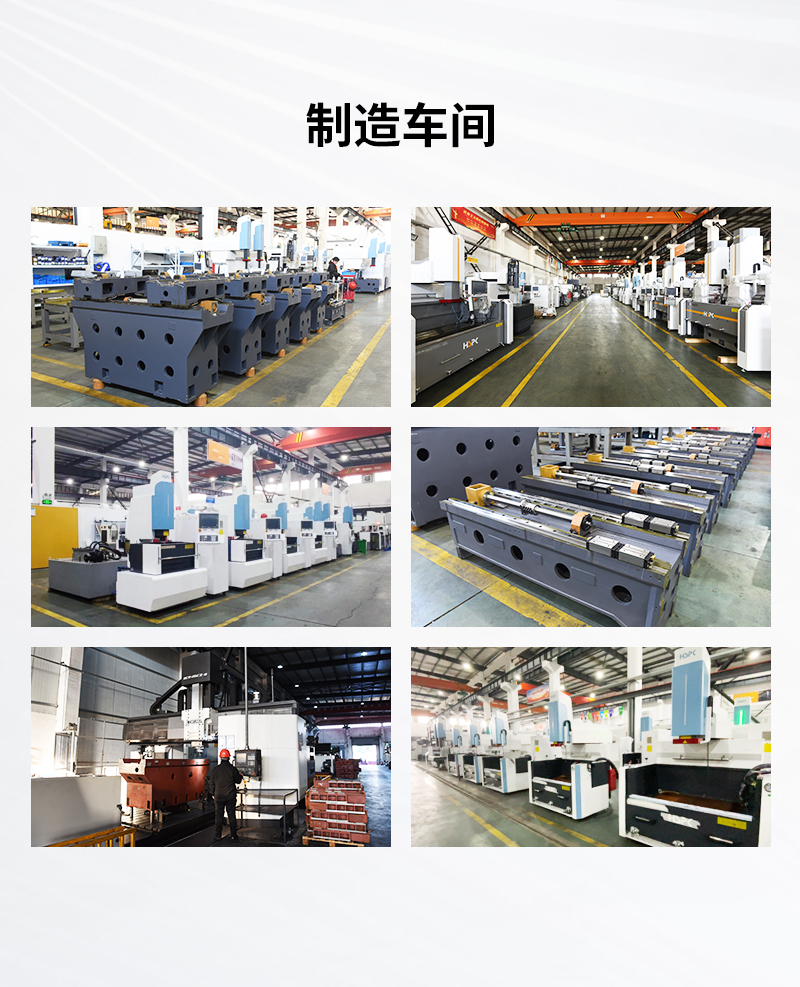
HF系列火花机
精密线切割丨慢走丝
五金丨工具丨装备
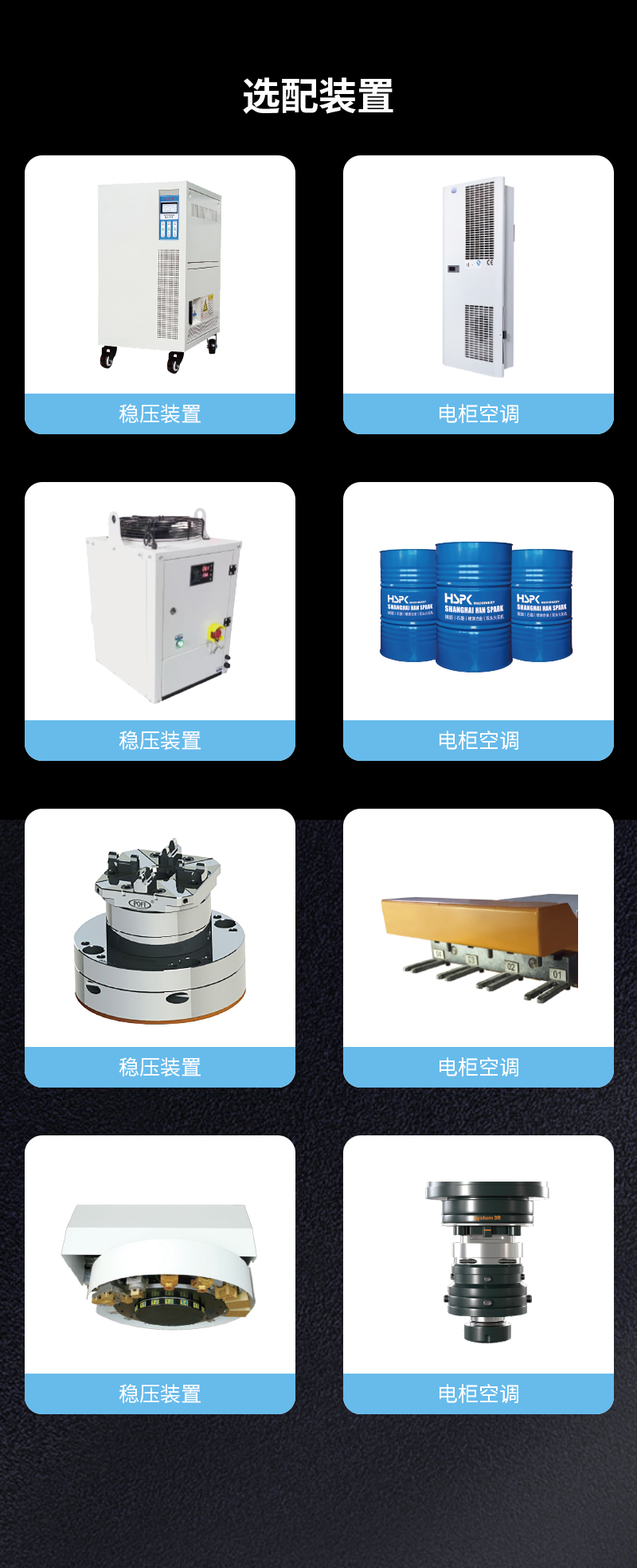
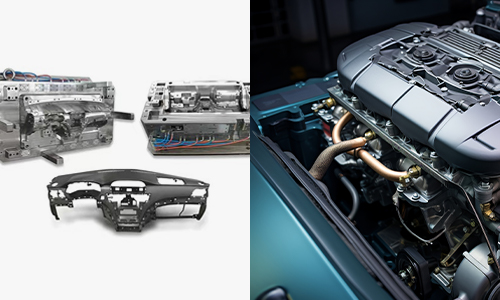
汽车丨塑胶模具
压铸丨铝型材
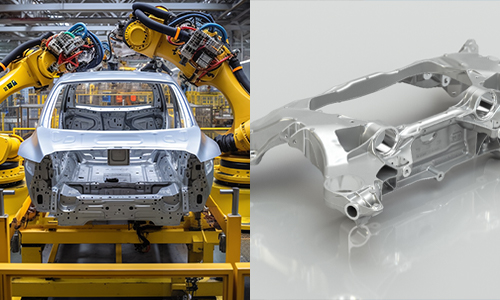
半导体丨电子通信
家电丨厨卫丨生活
生命周期服务
技术服务
工程服务
汉霸CNC-HF系列火花机是上海汉霸机电有限公司成功开发的核心高端产品之一,上市以来,凭着高科技、高品质、高稳定性和低廉的价格迅速得到客户的青睐和好评,该产品已达到国际同类产品的先进水平。










 Copyright © 2024-2025 上海汉霸数控机电有限公司 All Rights Reserved. 沪ICP备19036562号-3 沪ICP备19036562号-1
Copyright © 2024-2025 上海汉霸数控机电有限公司 All Rights Reserved. 沪ICP备19036562号-3 沪ICP备19036562号-1















 下载样册
下载样册 服务热线
服务热线